
Products
High-density, structural parts are the hallmark of Micro Metals.
We are experienced in a wide range of ferrous and nonferrous materials, including copper and nickel alloys of iron, pre-alloyed material, stainless steels and many grades of brass and bronze. With our extensive capabilities in machining, heat treating and finishing, we are able to support our customers with unsurpassed satisfaction, producing the most complex parts.
Featured Products

Shift Selector Cam
Automotive

4WD Transfer Case Sprocket
Automotive

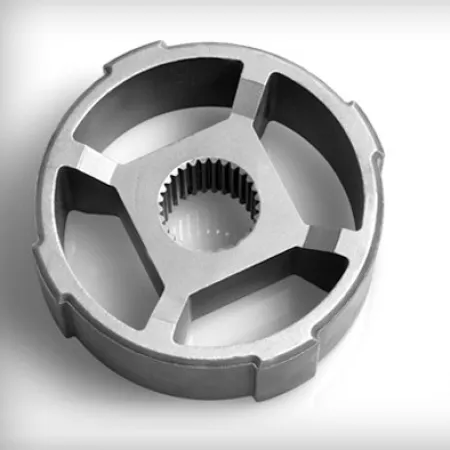
Nonslip Differential Component
Automotive

4WD Transfer Case Sprocket
Automotive

Bearing Support 6-Speed Automatic Transmission
Automotive

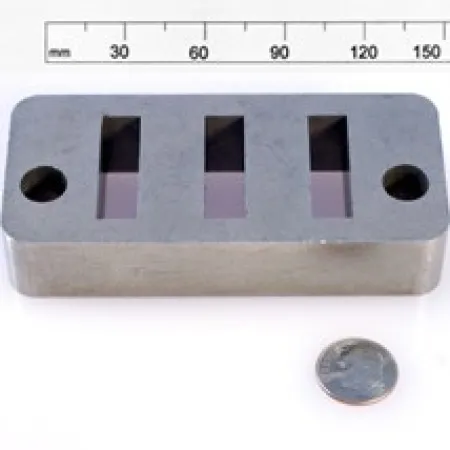
Transmission Spacer
Automotive

Transmission Spacer
Automotive

4WD Transfer Case Sprocket
Automotive
Carrier for Transfer Case Gears
Automotive
Automotive Transmission-Transfer Case

Synchronizer Hub
Transfer Case for 4-Wheel Drive SUVs

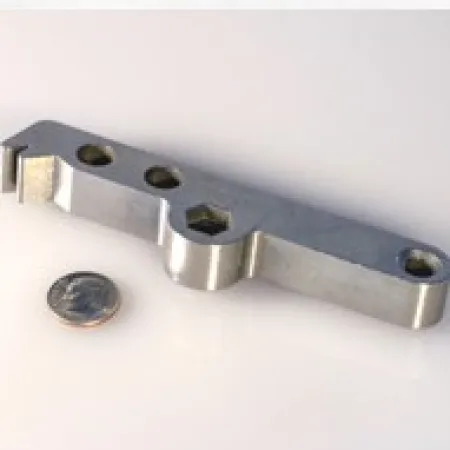
Spacer Lever
Transfer Case for 4-Wheel Drive SUVs
Automotive Transmission-Manual

Finger - Shift Selector
Manual Transmission

Lug - Fifth/Reverse
Manual Transmission

Lug - Shift Selector
Manual Transmission

Socket - Shift Shaft
Manual Transmission

Link 5/R
Manual Transmission

Blocker - Shift Interlock
Manual Transmission

Thrust Washer
Transmission

Segment - Idler Shaft Support
Transmission

Link Assembly Input Rail
Manual Transmission
Bar Support
Transmission

Arm Lever
Manual Transmission

Link Primary Rail
Manual Transmission
Automotive Drive-Train

Lockout Mechanism
Rear Differential

Block-Reaction
Rear Differential

Counterweight
Rear Differential
Automotive Steering

Rack Stopper
Rack and Pinion Steering
Automotive Miscellaneous

Drive Gear
Power Sunroof

Ten-Tooth Pinion
Power Window Motor Assmebly

Wiper
Fuel Injection Control Mechanism

Balance Weight
Air Compressor

Cam
Armrest Adjustment

Pawl
Armrest Adjustment

Gear
Armrest Adjustment
Lawn & Garden

Blade Adapter
42/48" Lawn Mower

Washer
42/48" Lawn Mower

Arm
42/48" Lawn Mower

Bushing - Seat Adjust
42/48" Lawn Mower
Latch
42/48" Lawn Mower
Appliance

Counterweight
Air Conditioning Unit Compressor

Socket
Blender Drive Connector

Thrust Plate
Compressor

Coupling
Home Appliance
Powertool

Gear - Spur
Power Tools - Hammer Drill

Lever Depth Lock
Power Tools

Fence Slide Guide
Power Tools
Heavy Truck

Nut Actuator Brake Shoe
Nut Actuator Brake Shoe
Hardware

Bushing
Electrical - Conduit Nut
Hydraulic Motor

